����1 ����
��������Һ���aҺ���ϣ������������揈���⣬���������κ��������õ���r�������չ���γɵĺ�ȣ��Q�鲣����ƽ���ȡ��ڌ��H���a�У����T�ό�ƫ�xƽ�����^��IJ�����һ��ָ��ȵ���2mm���µ�Ʒ�N�Q����������������ͨ����r�£������a2mm���º�ȵIJ���Ʒ�N�r�����˱��C�aƷ���|�����˻��G�����ٶȱ�������600 m/h���¡����˱��Cһ���������������ٶȣ���횲�ȡ�������������k���팍�F�������������Ĺ��I�����a��
����2 ���a���`
����ij���������������a���� ��2001��10��Ͷ�a�ԁ��� �ѽ��ɹ����a��2mm��1.8mm��1.5mm��1.3mm��1.1mmϵ�г��������������ڌ��H���a�����У���Ʒ�N����������Ҋ��1��

����������֪���ڲ���Һ���ۻ��^���У�Ҫ��@�Ã��|���m���ڳ��εIJ���Һ���P�I����Ҫ���ƺò�����Һ����r����������Һ�ضȈ����ٶȈ������Cǰ�����ͻ�����ֱ�����ٺ����Ӻ�ȣ�ʹ�ò���Һ�ĺ��^�|������Ӱ푡��������B���۸G�Ȳ���Һ��������Һ�ضȈ����ٶ���D1���D2���D3���D4���D5��ʾ��
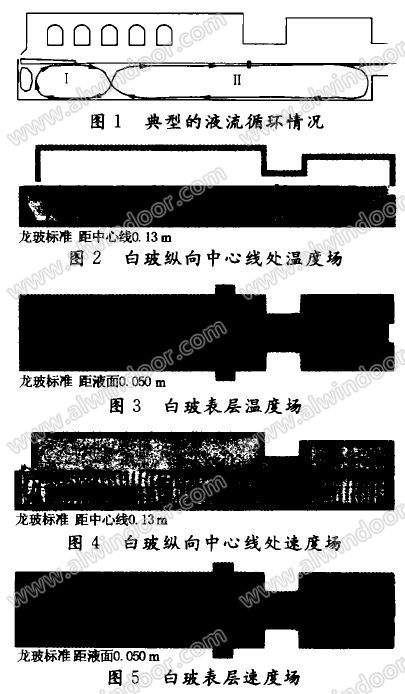
�����ڲ�ͬƷ�N������׃���r������Ҫ���ƺò�����Һ����r��߀Ҫ���C�۸G�Ȳ���Һ����ǰ�����c���������ĸ߶ȃȸ����������M�r���l�������F���C��D1���D5��ʾ���۸G�Ȳ���Һ��������Һ�ضȈ����ٶȈ������S��ԭʼ��ֱ�����ٺ����Ӻ�Ȼ��C����һ���^С�ķ����Ȳ��ӣ����o���a���I�Ͳ����|������Ӱ푡�����ԁ������������l���^��׃���r����ȡ�������ۻ����Ƽ��g�����C�ۻ��ķ������@���Ȟ���Ҫ��
����3 �ۻ����Ƽ��g
�����ڌ��H���a�У����˱��C�ۻ��ķ������ˎׂ���Ҫ�Ŀ��Ʒ�����
����3��1 ƽ������������
 ��һ�12��һ�
��һ�12��һ�