
|
|
|
Š½▓╩į~Śl╝ėÅŖĮŅ
ča│õŻ║0 ×gė[Ż║21669 ░l(f©Ī)▓╝ĢrķgŻ║2013-2-1
ĪĪĪĪįOė┌Ė▀┤¾Ą─Ķņ▓─Ė╣░ÕĪóųŌ░Õ╔ŽŻ¼ ╗“╣▄ą╬śŗ╝■▒┌╔Žčž▌SŽ“▓╝ų├Ą─ą═▓─ĪŻų„ę¬ė├ė┌į÷╝ėĮYśŗĄ─ĘĆ(w©¦n)Č©ąįĪŻ
ĪĪĪĪ├¹į~ĮŌßī ĪĪĪĪį┌ĮYśŗįOėŗ▀^│╠ųąŻ¼┐╔─▄│÷¼F(xi©żn)ĮYśŗ¾wæę│÷├µ▀^┤¾Ż¼╗“┐ńČ╚▀^┤¾Ą─ŪķørŻ¼į┌▀@śėĄ─ŪķørŽ┬Ż¼ĮYśŗ╝■▒Š╔ĒĄ─▀BĮė├µ─▄│ą╩▄Ą─žō║╔ėąŽ▐Ż¼ätį┌ā╔ĮY║Ž¾wĄ─╣½╣▓┤╣ų▒├µ╔Žį÷╝ėę╗ēK╝ėÅŖ░ÕŻ¼╦ūĘQ╝ėÅŖ└▀Ż©į┌╣ż│╠╔Ž─ŅJINĮŅŻ®Ż¼ęįį÷╝ėĮY║Ž├µĄ─ÅŖČ╚ĪŻ ĪĪĪĪ 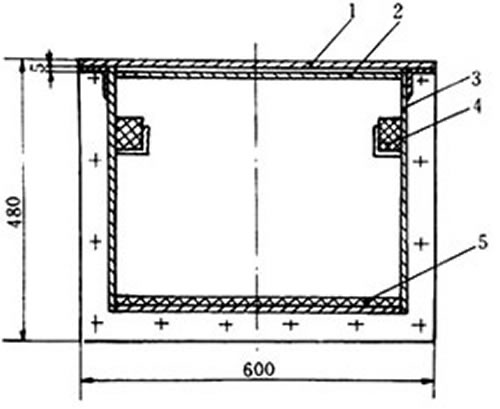 ĪĪĪĪ╝ėÅŖĮŅĄ─ū„ė├ ĪĪĪĪ1Īóį┌▓╗╝ė┤¾ųŲŲĘ▒┌║±Ą─Śl╝■Ž┬Ż¼į÷ÅŖųŲŲĘĄ─ÅŖČ╚║═äéąįŻ¼ęį╣Ø(ji©”)╝s▓─┴Žė├┴┐Ż¼£p▌pųž┴┐Ż¼ĮĄĄ═│╔▒ŠĪŻ ĪĪĪĪ2Īó┐╔┐╦Ę■ųŲŲĘę“▒┌║±▓ŅäeĦüĒĄ─æ¬┴”▓╗Š∙╦∙įņ│╔Ą─ųŲŲĘ═ß┼żūāą╬ĪŻ ĪĪĪĪ  ĪĪĪĪ┼e└²šf├„ ĪĪĪĪ└²╚ńÅSĘ┐õōĮYśŗĄ─┴óų∙┼cÖM┴║Įė║Ž╠ÄŻ¼╗“╩ŪĶTõōĪóĶTĶF╝■Ą─ā╔┤╣ų▒Ø▓ĶT├µ╔Ž═©│ŻČ╝Ģ■įOėą╝ėÅŖ└▀ĪŻ ĪĪĪĪį┌─ŻŠ▀Ą─ĮYśŗ╔Žę▓ėąæ¬ė├Ż¼╩╣ė├╝ėÅŖĮŅ─▄į÷╝ė─ŻŠ▀Ą─╩╣ė├ē█├³ĪŻ ĪĪĪĪį┘╚ń╗ņ─²═┴ĮYśŗŻ¼śŪ░ÕĄ─Šų▓┐ŅA┴¶Č┤┐┌Ż¼į┌Č┤┐┌Ą─╦─ų▄į÷╝ėę╗Č©┴┐Ą─õōĮŅŻ¼ė├üĒčaÅŖŻ¼▀@śėė├üĒčaÅŖĄ─õōĮŅŠ═ĘQū÷╝ėÅŖĮŅĪŻ ĪĪĪĪ  ĪĪĪĪśŗ╝■ū„ė├ ĪĪĪĪį┌ūó╦▄╝■ųą ĪĪĪĪ×ķ┤_▒Ż╦▄╝■ųŲŲĘĄ─ÅŖČ╚║═äéČ╚Ż¼ėų▓╗ų┬╩╣╦▄╝■Ą─▒┌į÷║±Ż¼Č°į┌╦▄╝■Ą─▀m«ö▓┐╬╗įOų├╝ėÅŖĮŅŻ¼▓╗āH┐╔ęį▒▄├Ō╦▄╝■Ą─ūāą╬Ż¼į┌─│ą®ŪķørŽ┬Ż¼╝ėÅŖĮŅ▀Ć┐╔ęįĖ─╔Ų╦▄╝■│╔ą═ųąĄ─╦▄┴Ž┴„äėŪķørĪŻ ĪĪĪĪ×ķ┴╦į÷╝ė╦▄╝■Ą─ÅŖČ╚║═äéąįŻ¼īÄ┐╔į÷╝ė╝ėÅŖĮŅĄ─öĄ(sh©┤)┴┐Ż¼Č°▓╗į÷╝ėŲõ▒┌║±ĪŻ ĪĪĪĪ 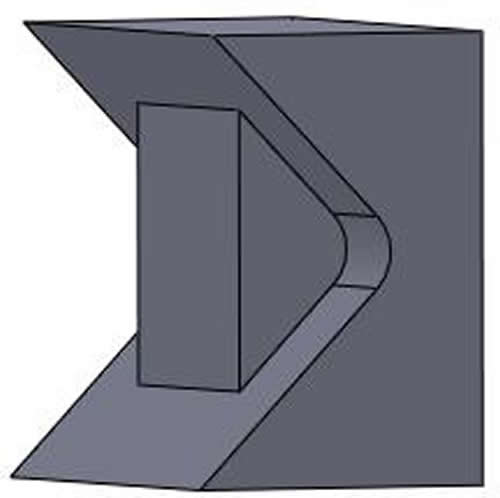 ĪĪĪĪ╗∙▒ŠįOėŗ╩žät ĪĪĪĪ╝ėÅŖĮŅ(╝ėÅŖ└▀)į┌╦▄─z▓┐╝■╔Ž╩Ū▓╗┐╔╗“╚▒Ą─╣”─▄▓┐ĘųĪŻ╝ėÅŖĮŅėąą¦Ąž╚ńĪ░╣żĪ▒ūųĶF░Ńį÷╝ė«a(ch©Żn)ŲĘĄ─äéąį║═ÅŖČ╚Č°¤oąĶ┤¾Ę∙į÷╝ė«a(ch©Żn)ŲĘŪą├µ├µĘeŻ¼Ą½ø]ėą╚ńĪ░╣żĪ▒ūųĶF░Ń│÷¼F(xi©żn)Ą╣┐█ļyņČ│╔ą═Ą─ą╬ĀŅå¢Ņ}Ż¼ī”ę╗ą®Įø(j©®ng)│Ż╩▄ĄĮē║┴”Īó┼ż┴”ĪóÅØŪ·Ą─╦▄─z«a(ch©Żn)ŲĘė╚Ųõ▀mė├ĪŻ┤╦═ŌŻ¼╝ėÅŖĮŅĖ³┐╔│õ«öā╚(n©©i)▓┐┴„Ą└Ż¼ėąų·─ŻŪ╗│õ╠ŅŻ¼ī”Ä═ų·╦▄┴Ž┴„╚ļ▓┐╝■Ą─ų¦╣Ø(ji©”)▓┐Ęų║▄┤¾Ą─ū„ė├ĪŻ ĪĪĪĪ╝ėÅŖĮŅę╗░Ń▒╗Ę┼į┌╦▄─z«a(ch©Żn)ŲĘĄ─ĘŪĮėė|├µŻ¼Ųõ╔ņš╣ĘĮŽ“æ¬Ė·ļS«a(ch©Żn)ŲĘūŅ┤¾æ¬┴”║═ūŅ┤¾Ų½ęŲ┴┐Ą─ĘĮŽ“Ż¼▀xō±╝ėÅŖĮŅĄ─╬╗ų├ęÓ╩▄ųŲņČę╗ą®╔·«a(ch©Żn)╔ŽĄ─┐╝æ]Ż¼╚ń─ŻŪ╗│õ╠ŅĪó┐s╦«╝░├ō─ŻĄ╚ĪŻ╝ėÅŖĮŅĄ─ķLČ╚┐╔┼c«a(ch©Żn)ŲĘĄ─ķLČ╚ę╗ų┬Ż¼ā╔Č╦ŽÓĮė«a(ch©Żn)ŲĘĄ─═Ō▒┌Ż¼╗“ų╗š╝ō■(j©┤)«a(ch©Żn)ŲĘ▓┐ĘųĄ─ķLČ╚Ż¼ė├ęįŠų▓┐į÷╝ė«a(ch©Żn)ŲĘ─│▓┐ĘųĄ─äéąįĪŻę¬╩Ū╝ėÅŖĮŅø]ėąĮė╔Ž«a(ch©Żn)ŲĘ═Ō▒┌Ą─įÆŻ¼─®Č╦▓┐ĘųęÓ▓╗æ¬═╗╚╗ĮKų╣Ż¼æ¬įōØu┤╬ĄžīóĖ▀Č╚£pĄ═Ż¼ų▒ų┴═ĻĮYŻ¼Å─Č°£p╔┘│÷¼F(xi©żn)└¦ÜŌĪó╠Ņ│õ▓╗ØM╝░¤²Į╣║█Ą╚å¢Ņ}Ż¼▀@ą®å¢Ņ}Įø(j©®ng)│Ż░l(f©Ī)╔·į┌┼┼ÜŌ▓╗ūŃ╗“ĘŌķ]Ą─╬╗ų├╔ŽĪŻ ĪĪĪĪ╝ėÅŖĮŅūŅ║åå╬Ą─ą╬ĀŅ╩Ūę╗ŚlķLĘĮą╬Ą─ų∙¾wĖĮį┌«a(ch©Żn)ŲĘĄ─▒Ē├µ╔ŽŻ¼▓╗▀^×ķ┴╦ØMūŃę╗ą®╔·«a(ch©Żn)╔Ž╗“ĮYśŗ╔ŽĄ─┐╝æ]Ż¼╝ėÅŖĮŅĄ─ą╬ĀŅ╝░│▀┤ńĒÜę¬▀MąąĖ─ūāĪŻ ĪĪĪĪ╝ėÅŖĮŅĄ─ā╔▀ģ▒žĒÜ╝ė╔Ž│÷─ŻĮŪęį£pĄ═├ō─ŻĒö│÷ĢrĄ──”▓┴┴”Ż¼Ąū▓┐ŽÓĮė«a(ch©Żn)ŲĘĄ─╬╗ų├▒žĒÜ╝ė╔ŽłAĮŪęįŽ¹│²æ¬┴”╝»▀^Ę▌ųąĄ─¼F(xi©żn)Ž¾Ż¼łAĮŪĄ─įOėŗęÓĮo┼c┴„Ą└ØuūāĄ─ą╬ĀŅ╩╣─ŻŪ╗│õ╠ŅĖ³×ķ┴„Ģ│ĪŻ┤╦═ŌŻ¼Ąū▓┐Ą─īÆČ╚ĒÜ▌^ŽÓ▀B═Ō▒┌Ą─║±Č╚×ķąĪŻ¼«a(ch©Żn)ŲĘ║±Č╚┼c╝ėÅŖĮŅ│▀┤ńĄ─ĻPŽĄłDašf├„▀@éĆę¬Ū¾ĪŻłDųą╝ėÅŖĮŅ│▀┤ńĄ─įOėŗļm╚╗ęč░┤║Ž└ĒĄ─▒╚└²Ż¼Ą½«öÅ─╝ėÅŖĮŅĄū▓┐┼c═Ō▒┌ŽÓ▀BĄ─╬╗ų├ū„ę╗łA╚”R1ĢrŻ¼łDųą┐╔ęŖ┤╦▓┐Ę▌ŽÓī”═Ō▒┌Ą─║±Č╚į÷╝ė┤¾╝s50%Ż¼ę“┤╦Ż¼┤╦▓┐Ęų│÷¼F(xi©żn)┐s╦«╝yĄ─ÖCĢ■ŽÓ«ö┤¾ĪŻ╚ń╣¹īó╝ėÅŖĮŅĄū▓┐Ą─īÆČ╚ŽÓī”«a(ch©Żn)ŲĘ║±Č╚£p╔┘ę╗░ļ(«a(ch©Żn)ŲĘ║±Č╚┼c╝ėÅŖĮŅ│▀┤ńĄ─ĻPŽĄłDb)Ż¼ŽÓī”╬╗ų├║±Č╚Ą─į÷Ę∙╝┤£pų┴┤¾╝s20%Ż¼┐s╦«╝y│÷¼F(xi©żn)Ą─ÖCĢ■ęÓ┤¾×ķ£p╔┘ĪŻė╔┤╦ę²╔ņ│÷╩╣ė├ā╔Śl╗“ČÓŚl░½Ą─╝ėÅŖĮŅ▒╚╩╣ė├å╬ę╗ŚlĖ▀Ą─╝ėÅŖĮŅ▌^×ķā×(y©Łu)ä┘Ż¼Ą½«ö╩╣ė├ČÓŚl╝ėÅŖĮŅĢrŻ¼╝ėÅŖĮŅų«ķgĄ─ŠÓļx▒žĒÜ▌^ŽÓĮė═Ō▒┌Ą─║±Č╚┤¾ĪŻ╝ėÅŖĮŅĄ─ą╬ĀŅę╗░Ń╩Ū╝ÜČ°ķLŻ¼╝ėÅŖĮŅę╗░ŃĄ─įOėŗłDšf├„įOėŗ╝ėÅŖĮŅĄ─╗∙▒ŠįŁätĪŻ┴¶ęŌ▀^║±Ą─╝ėÅŖĮŅįOėŗ╚▌ęū«a(ch©Żn)╔·┐s╦«╝yĪó┐šč©Īóūāą╬ōŽŪ·╝░ŖA╦«╝yĄ╚å¢Ņ}Ż¼ęÓĢ■╝ėķL╔·«a(ch©Żn)ų▄Ų┌Ż¼į÷╝ė╔·«a(ch©Żn)│╔▒ŠĪŻ ĪĪĪĪ╝ėÅŖĮŅĄ─įOėŗĘĮĘ© ĪĪĪĪ╝ėÅŖĮŅę╗░ŃĄ─įOėŗ ĪĪĪĪ╝ėÅŖĮŅ(╝ėÅŖ└▀)Ą─ūŅ║åå╬Ą─ą╬ĀŅ╩Ūę╗ŚlķLĘĮą╬Ą─ų∙¾wĖĮį┌«a(ch©Żn)ŲĘĄ─▒Ē├µ╔ŽŻ¼▓╗▀^×ķ┴╦ØMūŃę╗ą®╔·«a(ch©Żn)╔Ž╗“ĮYśŗ╔ŽĄ─┐╝æ]Ż¼╝ėÅŖĮŅĄ─ą╬ĀŅ╝░│▀┤ńĒÜę¬Ė─ūā│╔╚ńęįŽ┬Ą─łDę╗░ŃĪŻŻ©╚▒łDŻ® ĪĪĪĪķLĘĮą╬Ą─╝ėÅŖĮŅ▒žĒÜĖ─ūāą╬ĀŅ╩╣╔·«a(ch©Żn)Ė³╚▌ęū ĪĪ╝ėÅŖĮŅĄ─ā╔▀ģ▒žĒÜ╝ė╔Ž│÷─ŻĮŪęį£pĄ═├ō─ŻĒö│÷ĢrĄ──”▓┴┴”Ż¼Ąū▓┐ŽÓĮė«a(ch©Żn)ŲĘĄ─╬╗ų├▒žĒÜ╝ė╔ŽłAĮŪęįŽ¹│²æ¬┴”▀^Ę▌╝»ųąĄ─¼F(xi©żn)Ž¾Ż¼łAĮŪĄ─įOėŗęÓĮo┼c┴„Ą└ØuūāĄ─ą╬ĀŅ╩╣─ŻŪ╗│õ╠ŅĖ³×ķ┴„Ģ│ĪŻ┤╦═ŌŻ¼Ąū▓┐Ą─īÆČ╚ĒÜ▌^ŽÓ▀B═Ō▒┌Ą─║±Č╚×ķąĪŻ¼«a(ch©Żn)ŲĘ║±Č╚┼c╝ėÅŖĮŅ│▀┤ńĄ─ĻPŽĄłDašf├„▀@éĆę¬Ū¾ĪŻłDųą╝ėÅŖĮŅ│▀┤ńĄ─įOėŗļm╚╗ęč░┤║Ž└ĒĄ─▒╚└²Ż¼Ą½«öÅ─╝ėÅŖĮŅĄū▓┐┼c═Ō▒┌ŽÓ▀BĄ─╬╗ų├ū„ę╗łA╚”R1ĢrŻ¼łDųą┐╔ęŖ┤╦▓┐Ę▌ŽÓī”═Ō▒┌Ą─║±Č╚į÷╝ė┤¾╝s50%Ż¼ę“┤╦Ż¼┤╦▓┐Ę▌│÷¼F(xi©żn)┐s╦«╝yĄ─ÖCĢ■ŽÓ«ö┤¾ĪŻ╚ń╣¹īó╝ėÅŖĮŅĄū▓┐Ą─īÆČ╚ŽÓī”«a(ch©Żn)ŲĘ║±Č╚£p╔┘ę╗░ļŻ¼ŽÓī”╬╗ų├║±Č╚Ą─į÷Ę∙╝┤£pų┴┤¾╝s20%Ż¼┐s╦«╝y│÷¼F(xi©żn)Ą─ÖCĢ■ęÓ┤¾×ķ£p╔┘ĪŻė╔┤╦ę²╔ņ│÷╩╣ė├ā╔Śl╗“ČÓŚl░½Ą─╝ėÅŖĮŅ▒╚╩╣ė├å╬ę╗ŚlĖ▀Ą─╝ėÅŖĮŅ▌^×ķā×(y©Łu)ä┘Ż¼Ą½«ö╩╣ė├ČÓŚl╝ėÅŖĮŅĢrŻ¼╝ėÅŖĮŅų«ķgĄ─ŠÓļx▒žĒÜ▌^ŽÓĮė═Ō▒┌Ą─║±Č╚┤¾ĪŻ╝ėÅŖĮŅĄ─ą╬ĀŅę╗░Ń╩Ū╝ÜČ°ķLŻ¼╝ėÅŖĮŅę╗░ŃĄ─įOėŗłDšf├„įOėŗ╝ėÅŖĮŅĄ─╗∙▒ŠįŁätĪŻ┴¶ęŌ▀^║±Ą─╝ėÅŖĮŅįOėŗ╚▌ęū«a(ch©Żn)╔·┐s╦«╝yĪó┐šč©Īóūāą╬ōŽŪ·╝░ŖA╦«╝yĄ╚å¢Ņ}Ż¼ęÓĢ■╝ėķL╔·«a(ch©Żn)ų▄Ų┌Ż¼į÷╝ė╔·«a(ch©Żn)│╔▒ŠĪŻ ĪĪĪĪ«a(ch©Żn)ŲĘ║±Č╚┼c│▀┤ńĄ─ĻPŽĄ ĪĪĪĪ│²┴╦ęį╔ŽĄ─ę¬Ū¾Ż¼╝ėÅŖĮŅĄ─įOėŗęÓ┼c╩╣ė├Ą─╦▄─z▓─┴ŽėąĻPĪŻÅ─╔·«a(ch©Żn)Ą─ĮŪČ╚┐┤Ż¼▓─┴ŽĄ─╬’└Ē╠žąį╚ń╚█─zĄ─żČ╚║═┐s╦«┬╩ī”╝ėÅŖĮŅįOėŗĄ─ė░ĒæĘŪ│Ż┤¾ĪŻ┤╦═ŌŻ¼╦▄┴ŽĄ─╚õäė(creep)╠žąįÅ─ĮYśŗĘĮ├µüĒ┐┤ęÓ╩Ūę╗éĆųžę¬Ą─┐╝æ]ę“öĄ(sh©┤)ĪŻ└²╚ńŻ¼Å─╔·«a(ch©Żn)Ą─ĮŪČ╚┐┤Ż¼╝ėÅŖĮŅĄ─Ė▀Č╚╩Ū╩▄ųŲņČ╚█─zĄ─┴„äė╝░├ō─ŻĒö│÷Ą─╠žąį(┐s╦«┬╩Īó─”▓┴ŽĄöĄ(sh©┤)╝░ĘĆ(w©¦n)Č©ąį)Ż¼▌^╔ŅĄ─╝ėÅŖĮŅę¬Ū¾─z┴Žėą▌^Ą═Ą─╚█─zżČ╚Īó▌^Ą═Ą──”▓┴ŽĄöĄ(sh©┤)Īó▌^Ė▀Ą─┐s╦«┬╩ĪŻ┴Ē═ŌŻ¼į÷╝ėķLĄ─╝ėÅŖĮŅĄ─│÷─ŻĮŪę╗░Ńėąų·«a(ch©Żn)ŲĘĒö│÷Ż¼▓╗▀^Ż¼«ö│÷─ŻĮŪ▓╗öÓį÷╝ėČ°Ąū▓┐Ą─ķ¤Č╚ŠS│ų▓╗ūāĢrŻ¼«a(ch©Żn)ŲĘĄ─äéąįĪóÅŖČ╚Ż¼ęį╝░┐╔Ēö│÷Ą─├µĘe╝┤ļSų°£p╔┘ĪŻĒö│÷├µĘe£p╔┘Ą─å¢Ņ}┐╔Å─į┌«a(ch©Żn)ŲĘ╝ėÅŖĮŅ▓┐Ę▌╝ė╔ŽöĄ(sh©┤)éĆĒö│÷═╣ēK╗“╩╣ė├▌^┘FĄ─▒ŌĒößśĄ├ęįĮŌøQŻ¼═¼Ģrį┌Ēö│÷Ą─ĘĮŽ“┤“─ź╣ŌØŹęÓėąų·«a(ch©Żn)ŲĘ╚▌ęūĒö│÷ĪŻÅ─ĮYśŗĘĮ├µ┐╝æ]Ż¼▌^╔ŅĄ─╝ėÅŖĮŅ┐╔į÷╝ė«a(ch©Żn)ŲĘĄ─äéąį╝░ÅŖČ╚Č°¤oĒÜ┤¾Ę∙į÷╝ėųž┴┐Ż¼Ą½┼c┤╦═¼ĢrŻ¼«a(ch©Żn)ŲĘĄ─ūŅĖ▀║═ūŅĄ═³cĄ─Ū³Ū·æ¬┴”(bending stress)ļSų°į÷╝ėŻ¼«a(ch©Żn)ŲĘįOėŗåTĒÜėŗ╦Ń▓ó┐ŽČ©┤╦▓┐Ę▌Ą─Ū³Ū·æ¬┴”▓╗Ģ■│¼│÷┐╔Įė╩▄Ą─ĘČć·ĪŻ ĪĪĪĪÅ─╔·«a(ch©Żn)Ą─ĮŪČ╚┐╝æ]Ż¼╩╣ė├┤¾┴┐Č╠Č°šŁĄ─╝ėÅŖĮŅ▒╚▌^╩╣ė├öĄ(sh©┤)éĆ╔ŅČ°ķ¤Ą─╝ėÅŖĮŅā×(y©Łu)ä┘ĪŻ─ŻŠ▀╔·«a(ch©Żn)Ģr(ė╚Ųõ╩Ū╩ū▐k─ŻŠ▀)Ż║╝ėÅŖĮŅĄ─ķ¤Č╚(ę▓ėą┐╔─▄╔ŅČ╚)║═öĄ(sh©┤)┴┐æ¬▒M┴┐┴¶ėąŌ┼Ņ~Ż¼«öįć─ŻĢr░l(f©Ī)ėX«a(ch©Żn)ŲĘĄ─äéąį╝░ÅŖČ╚ėą╦∙▓╗ūŃĢr┐╔▀m«ö?sh©┤)žį÷╝ėŻ¼ę“×ķį┌─ŻŠ▀╔Ž╚ź│²õō┴Ž▒╚╩╣ė├¤²║Ė╗“╝ė╔Ž▓Õ╚ļ╝■Ą╚į÷╝ėõō┴ŽĄ─ĘĮĘ©üĒĄ├║åå╬╝░▒Ńę╦Ī?br />ĪĪĪĪį÷ÅŖ╦▄─z╝■ÅŖČ╚Ą─ĘĮĘ© ĪĪĪĪęįŽ┬╩Ū╝ėÅŖĮŅ▒╗ų├ņČ╦▄─z▓┐╝■▀ģŠēĄ─ĄžĘĮ┐╔ęįÄ═ų·╦▄┴Ž┴„╚ļ▀ģŠēĄ─┐šķgĪŻ ĪĪĪĪų├ņČ╦▄─z▓┐╝■▀ģŠēĄžĘĮĄ─╝ėÅŖĮŅ ĪĪĪĪ▓╗═¼▓─┴ŽĄ─įOėŗę¬³c ĪĪĪĪABS ĪĪĪĪ£p╔┘į┌ų„ꬥ─▓┐╝■▒Ē├µ╔Ž│÷¼F(xi©żn)┐s╦«Ūķą╬Ż¼└▀╣ŪĄ─║±Č╚æ¬▓╗┐╔╩ŪŽÓĮ╗Ą──z┴Ž║±Č╚Ą─50%ęį╔ŽŻ¼į┌ę╗ą®ĘŪøQČ©ąįĄ─▒Ē├µ└▀╣Ū║±Č╚┐╔ūŅČÓĄĮ70% ĪŻį┌▒Ī─z┴ŽĮYśŗąį░l(f©Ī)┼▌╦▄─z▓┐╝■Ż¼└▀╣Ū┐╔▀_ŽÓĮ╗├µ┴Ž║±Ą─80%ĪŻ ║±─z┴Ž└▀╣Ū┐╔▀_100%ĪŻ└▀╣ŪĄ─Ė▀Č╚▓╗æ¬Ė▀ņČ─z┴Ž║±Ą─╚²▒ČĪŻ«ö│¼▀^ā╔Śl└▀╣ŪĄ─Ģr║“Ż¼└▀╣Ūų«ķgĄ─ŠÓļxæ¬▓╗ąĪņČ─z┴Ž║±Č╚Ą─ā╔▒ČĪŻ└▀╣ŪĄ─│÷─ŻĮŪæ¬Įķ║§å╬▀ģų┴ęį▒ŃņČ├ō─Ż╚▌ęūĪŻ ĪĪĪĪABS╝ėÅŖĮŅĄ─įOėŗę¬³c ĪĪĪĪPA ĪĪĪĪå╬¬ÜĄ─└▀╣ŪĖ▀Č╚▓╗æ¬╩Ū└▀╣ŪĄū▓┐║±Č╚Ą─╚²▒Č╗“ęį╔ŽĪŻį┌╚╬║╬ę╗Śl└▀╣ŪĄ─ßß├µŻ¼Č╝æ¬įōįOų├ę╗ą®ąĪ└▀╣Ū╗“░╝▓█Ż¼ę“└▀╣Ūį┌└õģsĢrĢ■į┌▒│├µįņ│╔░╝║█Ż¼ė├─Ūą®└▀╣Ū║═░╝▓█┐╔ęįū„čb’Śė├═ŠČ°Ž¹│²┐s╦«Ą─╚▒Ž▌ĪŻ ĪĪĪĪPBT ĪĪĪĪ║±Ą─└▀╣Ū▒M┴┐▒▄├Ōęį├Ō«a(ch©Żn)╔·ÜŌ┼▌Ż¼┐s╦«╝y║═æ¬┴”╝»ųąĪŻĘĮ╩ĮĄ─┐╝æ]╩ŪĢ■Ž▐ųŲ┴╦└▀╣Ū│▀┤ńĪŻį┌▒┌║±ņČ3.2mm (1/8 in) ęįŽ┬└▀╣Ū║±Č╚▓╗æ¬│¼▀^▒┌║±Ą─60%ĪŻį┌▒┌║±│¼▀^3.2mmĄ─└▀╣Ū▓╗æ¬│¼▀^40%ĪŻ└▀╣ŪĖ▀Č╚æ¬▓╗│¼▀^╣Ū║±Ą─3▒ČĪŻ└▀╣Ū┼c─z▒┌ā╔▀ģĄ─ĄžĘĮęįę╗éĆ0.5mm(0.02 in) Ą─RüĒŽÓ▀BĮėŻ¼╩╣╦▄┴Ž┴„äėĢ│Ēś║═£pĄ═ā╚(n©©i)æ¬┴”ĪŻ ĪĪĪĪPC ĪĪĪĪę╗░ŃĄ─└▀╣Ū║±Č╚╩Ū╚ĪøQņČ╦▄┴Ž┴„│╠║═▒┌║±ĪŻ╚¶║▄ČÓ└▀╣Ūæ¬ė├ņČčaÅŖū„ė├Ż¼▒ĪĄ─└▀╣Ū╩Ū▒╚║±Ą─ę¬║├ĪŻPC└▀╣ŪĄ─įOėŗ┐╔╚■┐╝Ž┬łDPSĄ─└▀╣ŪįOėŗę¬³cĪŻ ĪĪĪĪPS ĪĪĪĪ└▀╣ŪĄ─║±Č╚▓╗æ¬│¼▀^ŲõŽÓĮė▒┌║±Ą─50%ĪŻĮø(j©®ng)“×ĖµįV╬ęéā▀`Ę┤ęį╔ŽĄ─ųĖę²į┌▒Ē├µ╔ŽĢ■│÷¼F(xi©żn)╣ŌØ╔▓╗ę╗¼F(xi©żn)Ž¾ĪŻ ĪĪĪĪPSų├ņČųą╬╗Ą─└▀╣ŪįOėŗę¬³c PSų├ņČ▀ģ╬╗Ą─└▀╣ŪįOėŗę¬³c ĪĪĪĪPSU ĪĪĪĪ└▀╣Ū╩Ū┐╔ęįį÷ÅŖ┴╦«a(ch©Żn)ŲĘĄ─ū▓ō¶ÅŖČ╚║═└¹ė├ūŅĮø(j©®ng)Ø·Ą─│╔▒Š▀_ų┬ėąą¦Ą─ĮY╣¹ĪŻ▓╗┴╝Ą─įOėŗ╩ŪĢ■╩╣▒Ē├µėą╩š┐s║█║═ĘŪŲ┌═¹Ą─ū▓ō¶ÅŖČ╚ĪŻ Ųõ╦¹ča│õ |
|